

Гибка и резка листового металла
Гибка и резка листового металла


Гибка и резка листового металла

Гибка и резка листового металла
Заказать гибку и резку металла
Услуги: гибка и резка металла
Мы организуем гибку и резку металла по вашим параметрам, подбирая технологию под задачу и материал. Вы получаете готовые детали, соответствующие ТЗ, без необходимости управлять несколькими подрядчиками. Каждый этап контролируется специалистами для исключения брака.
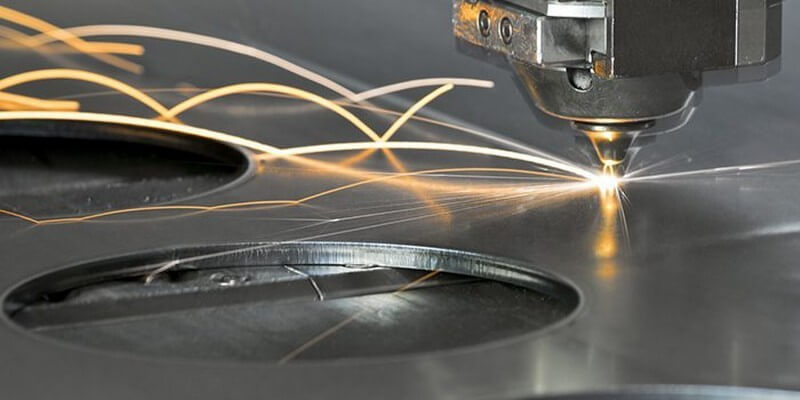
Гибка превращает плоский лист в детали сложной формы, а резка обеспечивает точный раскрой заготовок — вместе эти технологии решают 95% задач металлообработки.

Гибка металла
Гибка превращает плоский лист в детали сложной формы с минимальными потерями материала. Мы координируем обработку на прессах с ЧПУ, вальцах и ручном оборудовании — в зависимости от толщины и радиуса.
- Ручная гибка: прототипы, мягкие металлы, малые серии
- Гибка на ЧПУ: точность ±0,1 мм, радиусы от 0,5×толщины
- Вальцовка: трубы, профили, радиусные элементы до 6 м
Важно: для нержавейки и алюминия компенсируем пружинение, чтобы угол гиба соответствовал чертежу.

Резка металла
Резка металла обеспечивает точный раскрой заготовок под ваши чертежи с чистыми кромками. Мы подбираем технологию — плазменную, лазерную или комбинированную — под толщину, материал и требования к качеству.
- Плазменная резка: толщина до 60 мм, скорость, кромки под сварку
- Лазерная резка: прецизионная точность для тонких и средних толщин
- Комбинированная обработка: резка + гибка в одном заказе
Результат: кромки без окалины, готовые к сварке без дополнительной обработки.
Заказать гибку и резку металла
Материалы и параметры обработки
Мы обрабатываем чёрную и нержавеющую сталь, алюминий, медь — с подбором режимов под свойства материала. Это обеспечивает качество реза и гибки без трещин, деформаций и потери защитных покрытий. Каждый материал требует индивидуального подхода к настройкам оборудования.
Неправильный выбор параметров для конкретного сплава приводит к браку в 85% случаев — поэтому мы изучили поведение более 30 видов металлов.
| Материал | Гибка, мм | Резка, мм | Особенности |
|---|---|---|---|
| Сталь Ст3 | 0,5–20 | 1–60 | Универсальный вариант, оптимальная стоимость |
| Нержавейка | 0,5–15 | 1–50 | Компенсация пружинения, защита поверхности |
| Алюминий | 0,5–12 | 1–120 | Предварительная подготовка, бережная гибка |
| Медь/латунь | до 8 | до 85 | Специальные режимы, контроль отражения |
| Оцинковка | 0,5–10 | 1–40 | Бережная обработка для сохранения покрытия |
* Минимальный радиус гибки: 0,5–1,5×толщины в зависимости от материала. Точные параметры уточняем после анализа чертежа.

Важные замечания по материалам
Для тонких материалов (менее 1 мм) требуется особая осторожность и специальные настройки оборудования для предотвращения деформации. Мы рекомендуем использовать дополнительные опоры и снижать мощность лазера.
Для отражающих металлов (медь, алюминий) обязательна предварительная подготовка поверхности для снижения отражательной способности. Это обеспечивает безопасность оборудования и качество реза.
Для легированных сталей важно поддерживать постоянную температуру во время обработки и использовать специальные газовые смеси для сохранения прочностных характеристик материала.
Заказать гибку и резку металла
Технологии обработки: как мы достигаем точности
Мы используем современные методы гибки и резки, адаптированные под толщину и свойства материала. Это позволяет минимизировать отходы, исключить брак и обеспечить стабильное качество в серии. Каждая технология имеет свои преимущества и области применения.
ЧПУ-гибка
Гибка на прессах с числовым программным управлением обеспечивает повторяемость ±0,1 мм и работу со сложными контурами. Автоматическая компенсация пружинения исключает ручные правки.
Оптимально для: серийного производства, деталей с множеством гиба, прецизионных изделий.
Вальцовка
Прокатка на вальцах создаёт плавные радиусные изгибы от 5 мм до 5000 мм. Технология востребована в архитектуре и машиностроении для эстетичных деталей.
Оптимально для: труб, профилей, декоративных элементов, радиусных панелей.

Плазменная резка
Высокотемпературная плазменная струя режет металл до 60 мм со скоростью до 3300 мм/мин. Кромки получаются чистыми, без окалины — готовы к сварке.
Оптимально для: углеродистой стали, нержавейки, алюминия, чугуна толщиной от 3 мм.
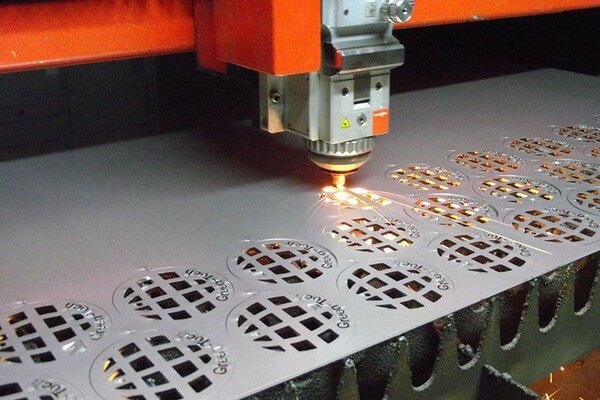
Лазерная резка
Сфокусированный лазерный луч обеспечивает прецизионную точность ±0,05 мм для тонких и средних толщин. Минимальная зона термического влияния сохраняет свойства материала.
Оптимально для: деталей сложной формы, тонких листов, высокоточных изделий.

Как выбираем технологию
Подбор технологии зависит от трёх факторов: толщины материала, требуемой точности и геометрии детали. Наши инженеры анализируют чертёж и предлагают оптимальное решение с расчётом стоимости и сроков.
Толщина
До 3 мм — лазер, 3–20 мм — плазма, свыше — комбинированная
Точность
±0,05 мм — лазер, ±0,1–0,3 мм — плазма/ЧПУ-гибка
Геометрия
Простые формы — плазма, сложные — лазер/ЧПУ
Заказать гибку и резку металла
Контроль качества и стандарты
Мы обеспечиваем соответствие изделий ГОСТ и ТЗ через многоступенчатый контроль на всех этапах. Вы получаете детали с протоколами измерений и гарантией качества. Каждый заказ проходит входной, операционный и приёмочный контроль.
Критерии качества
- Перпендикулярность кромки — отклонение ≤1°
- Шероховатость — Ra 40–80 мкм в зависимости от толщины
- Отсутствие грата — кромки готовы к сварке без зачистки
- Геометрическая точность — соответствие чертежу ±0,3 мм
ГОСТ 14792-80, 19903-74, ISO 9013 — соблюдаем допуски на размеры и радиусы. Используем лазерные сканеры, КИМ, видеоизмерение.
Этапы контроля
- Входной контроль — проверка материала перед обработкой
- Операционный контроль — мониторинг параметров гибки/резки в реальном времени
- Приёмочный контроль — финальная проверка геометрии и качества кромок
- Документирование — протоколы измерений, акты, сертификаты по запросу
Заказать гибку и резку металла
Примеры применения в отраслях
Мы координируем изготовление деталей для машиностроения, строительства, автосервисов и мебельного производства. Каждый проект адаптируем под требования отрасли: точность, материал, сроки. Реальные кейсы подтверждают эффективность нашего подхода.
Машиностроение
Корпуса, кронштейны, фланцы из стали 2–15 мм. Точность ±0,2 мм, готовые к сборке. Пример: фрикционные диски для станков 1К62. Такие детали проходят многоступенчатый контроль.
Сталь 2–15 мм Точность ±0,2 мм
Строительство
Элементы каркасов, закладные, декоративные панели. Оптимальный раскрой, экономия материала. Пример: фасадные панели из стали 8 мм.
Сталь 3–12 мм Экономия 15%
Автосервисы
Ремонтные вставки, усилители, нестандартные крепления. Изготовление по образцу или чертежу. Пример: кронштейны глушителей за 2 часа.
Алюминий, сталь Срок 2–4 чДополнительные примеры
Мебельное производство: декоративные элементы, кронштейны, навесы из алюминия и нержавейки толщиной 1–6 мм. Эстетика + функциональность.
Рекламные конструкции: вывески, стойки, элементы дизайна из стали и алюминия. Сложные контуры, чистые кромки, готовность к покраске.
Пищевая промышленность: ёмкости, лотки, элементы оборудования из нержавейки. Соответствие санитарным нормам, защита от коррозии.
Заказать гибку и резку металла
Техническая поддержка и консультации
Наши инженеры помогают на всех этапах: от подготовки чертежа до приёмки готовых деталей. Вы получаете экспертные рекомендации по выбору материала, технологии и параметров обработки. Это снижает риски и ускоряет реализацию проекта.
Консультации по проектированию
Помогаем оптимизировать чертёж под технологии гибки и резки. Это снижает стоимость и ускоряет производство без потери функциональности и траты времени на подбор.
- Рекомендации по минимальным радиусам гиба
- Расположение отверстий относительно линий гибки
- Выбор материала под условия эксплуатации
- Анализ технологичности сложных контуров
Совет: указывайте направление проката на чертежах — это влияет на качество гибки.

Поддержка в производстве
Контролируем параметры обработки в реальном времени и оперативно корректируем режимы. Это исключает брак и гарантирует соответствие ТЗ.
- Промежуточные фото/отчёты по запросу
- Корректировка параметров при изменении ТЗ
- Консультации по сборке и монтажу
- Гарантийная поддержка после приёмки
Гарантия: 12 месяцев на соответствие ТЗ, бесплатное исправление дефектов.
Документация
Предоставляем полный пакет документов: акты, протоколы измерений, сертификаты на материал. Всё оформлено по ГОСТ и требованиям заказчика.
- Акт выполненных работ
- Протоколы контроля качества
- Сертификаты соответствия материала
- Паспорта на продукцию (по запросу)
Заказать гибку и резку металла
Процесс работы: 4 шага к готовому изделию
Вы отправляете задачу — мы организуем выполнение, контроль и доставку готовых деталей. Прозрачный процесс с персональным менеджером на каждом этапе. Вы всегда в курсе статуса заказа и можете запросить промежуточные отчёты.
1
Вы отправляете задачу
Чертежи, 3D-модель, образец + ТЗ в любом удобном формате. Инженеры проверят технологичность и дадут рекомендации.
2
Мы рассчитываем
Подбор технологии, сроков, стоимости — ответ за 1–2 рабочих дня. Предоставляем КП с разбивкой по статьям.
3
Координация
Контроль параметров, промежуточные фото/отчёты по запросу. Персональный менеджер на связи.
4
Доставка
Проверка комплектности, упаковка, транспортировка до объекта. Доставка по региону включена в стоимость.
Важно: все этапы сопровождаются персональным менеджером. Вы всегда в курсе статуса заказа и можете запросить промежуточные результаты.
Заказать гибку и резку металла
Ключевые преимущества услуги
Мы координируем все этапы обработки металла, чтобы вы получили точные детали с доставкой без лишних затрат. Вы экономите время на поиске подрядчиков и контроле качества — всё под единым управлением. Наш подход позволяет минимизировать риски и гарантировать соответствие результата вашим ожиданиям.
Каждый проект сопровождается персональным менеджером, который контролирует сроки, качество и коммуникацию на всех этапах.
Точность до 0,1 мм
Контроль размеров на каждом этапе, соответствие чертежам и ГОСТ. Используем лазерные сканеры и КИМ для верификации.
Любые металлы
Сталь, нержавейка, алюминий, медь — подберём режимы под ваш материал. Работаем с толщинами от 0,5 до 25 мм.
Доставка в цене
Транспортировка по региону включена в расчёт, без скрытых платежей. Для отдалённых направлений — расчёт через ТК.
Работа с чертежами
Принимаем DWG, DXF, STEP, PDF, а также образцы и эскизы. Инженеры помогут подготовить ТЗ при необходимости.
Как разместить заказ на гибку и резку металла?
#SOC#Часто задаваемые вопросы по гибке и резке металла
Направление проката металла критически влияет на качество гибки: гибка поперёк волокон снижает риск трещин и обеспечивает более предсказуемое поведение материала. При гибке вдоль направления проката металл демонстрирует повышенную склонность к образованию микротрещин в зоне деформации, особенно при малых радиусах и работе с высокопрочными сталями.
Почему это важно
В процессе прокатки металлический лист приобретает анизотропную структуру — механические свойства различаются вдоль и поперёк направления проката. Это связано с ориентацией кристаллической решётки и вытягиванием неметаллических включений.
- Поперечная гибка — линия гиба перпендикулярна направлению проката: минимальный риск трещин, стабильный радиус, предсказуемое пружинение
- Продольная гибка — линия гиба параллельна направлению проката: повышенный риск расслоения, требуется увеличенный радиус, возможна неравномерная деформация
Рекомендации
При проектировании деталей указывайте направление проката на чертеже стрелкой или текстовым примечанием. Если направление не критично — добавьте допуск «гибка в любом направлении». Для ответственных конструкций из нержавейки и алюминия поперечная гибка обязательна.
Совет технолога: при гибке сложных деталей с несколькими линиями гиба старайтесь ориентировать основные гибы поперёк проката, а второстепенные — с допуском на продольное направление.
Риски игнорирования
- Образование трещин в зоне гиба при толщине свыше 3 мм
- Неравномерное пружинение и отклонение угла более ±1°
- Снижение усталостной прочности готового изделия
- Повреждение защитных покрытий (оцинковка, полимер) при изгибе вдоль волокон
Пружинение — это упругое восстановление металла после снятия нагрузки при гибке, которое приводит к изменению угла гиба и требует предварительной компенсации в настройках оборудования. Это физическое свойство характерно для всех металлов, но особенно выражено у нержавейки, алюминия и высокопрочных сталей.
| Материал | Типичное пружинение | Рекомендуемая компенсация |
|---|---|---|
| Сталь Ст3 | 1–3° | Добавить 2–4° к целевому углу |
| Нержавейка AISI 304 | 4–8° | Добавить 6–10° + контроль усилия |
| Алюминий 5754 | 3–6° | Добавить 4–7° + предварительный отжиг |
| Высокопрочная сталь | 5–10° | Добавить 8–12° + ступенчатая гибка |
Методы компенсации
Современные прессы с ЧПУ автоматически рассчитывают компенсацию на основе базы данных материалов, но для сложных деталей требуется ручная корректировка. Основные методы:
- Угловая перегибка — гибка на угол больше целевого с последующим возвратом
- Калибровка усилием — дополнительное прижатие в конце цикла для пластической деформации зоны гиба
- Многоступенчатая гибка — последовательное приближение к целевому углу с промежуточными измерениями
- Термическая подготовка — локальный нагрев для снижения предела текучести (применяется для толстых заготовок)
Важно: компенсация зависит не только от марки материала, но и от толщины, радиуса гиба, состояния поверхности и температуры окружающей среды. Для прецизионных деталей рекомендуем изготовить пробный образец перед запуском серии.
Трещины при гибке возникают из-за превышения предельной деформации материала в зоне растяжения, особенно при малых радиусах, неправильном направлении проката или низком качестве металла. Это критический дефект, который снижает прочность и герметичность изделия, поэтому требует профилактического подхода на этапе проектирования.
Основные причины
- Слишком малый радиус гибки — локальная деформация превышает пластичность материала
- Гибка вдоль направления проката — анизотропия снижает сопротивление разрыву
- Наличие дефектов поверхности — царапины, окалина, заусенцы становятся концентраторами напряжений
- Низкая пластичность материала — высокоуглеродистые стали, закалённые сплавы без предварительного отжига
- Неправильная скорость гибки — ударная нагрузка вместо плавной деформации
Способы предотвращения
- Соблюдение минимального радиуса — Rmin = 0,5–1,5×толщины в зависимости от марки стали
- Ориентация гиба поперёк проката — снижает риск расслоения и трещин
- Предварительная обработка кромок — удаление заусенцев, шлифовка дефектов
- Термическая подготовка — отжиг для восстановления пластичности перед гибкой
- Контроль качества материала — входной контроль на отсутствие расслоений и включений
Практический совет: для алюминия и нержавейки толщиной свыше 3 мм рекомендуем выполнять пробную гибку на обрезке материала перед запуском основной партии. Это позволяет скорректировать радиус и усилие без риска брака на чистовых деталях.
Минимальный радиус гибки определяется пластичностью материала и составляет 0,5–1,5×толщины листа в зависимости от марки стали и направления проката. Превышение этого значения приводит к трещинам, расслоению или потере защитных свойств покрытия, поэтому расчёт радиуса — обязательный этап проектирования.
| Материал | Rmin (поперёк проката) | Rmin (вдоль проката) | Примечание |
|---|---|---|---|
| Сталь Ст3, 08пс | 0,5×S | 1,0×S | Универсальная, хорошая пластичность |
| Нержавейка 304, 316 | 1,0×S | 1,5×S | Требует компенсации пружинения |
| Алюминий 5754, 5052 | 0,8×S | 1,2×S | Склонен к трещинам без отжига |
| Оцинкованная сталь | 1,5×S | 2,0×S | Бережная гибка для сохранения покрытия |
| Высокопрочная сталь | 1,5–2,0×S | 2,5–3,0×S | Требуется предварительный отпуск |
Формула расчёта
Для предварительной оценки минимального радиуса можно использовать эмпирическую формулу:
Rmin = k × S
где:
- Rmin — минимальный внутренний радиус гиба, мм
- S — толщина материала, мм
- k — коэффициент пластичности (0,5 для мягкой стали, 1,0–1,5 для нержавейки, 2,0+ для закалённых сплавов)
Важно: формула даёт ориентировочное значение. Для ответственных деталей требуется экспериментальная проверка на образце материала из той же партии, что и основное производство.
Холодная гибка выполняется при комнатной температуре и подходит для тонких и средних толщин, тогда как горячая гибка с предварительным нагревом применяется для толстых заготовок и малопластичных сплавов. Выбор метода влияет на усилие оборудования, качество поверхности и механические свойства готового изделия.